




東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟


東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟
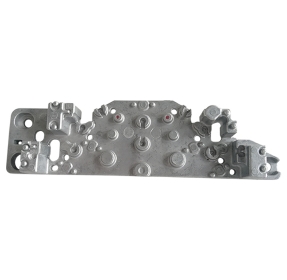
鎂合金壓鑄常見缺陷及對策
一、鎂合金壓鑄的內部缺陷
(1)內巢孔: 內巢孔的深淺,大或小,在外觀多半是看不出的,厚肉的部份最容易發生,巢孔是因為厚肉部的溶湯足憋在里面的空氣而造成。對策方法如鑄湯溫度下力增加,湯口(厚度,配置)的變更,逃氣的變更,部份冷厚肉部的逃肉,制品設計的形狀變更等等;
(2)充填不足: 充填不良 已凝固的狀態下,模腔有些死角部份尚未灌飽熔湯,此稱 之為充填不足,最常見的是又長又細的形狀,或如半島型的死角 最易發生,其對策案是加大湯口湯道的容量,湯流動方向的檢討, 湯口位置變更,還有湯口離充填最遠處的距離太長時,則充填速度(射速)若不足,則極易發生此現象。
(3)硬點:內部加工(如攻牙)發生刀具易斷,則有可能內部有硬點,一般可能由于偏析現象或原料中含有雜質造成。

二、鎂合金壓鑄的外部缺陷
A.湯痕: 模具溫度太低,溶湯溫度偏低時,或充填時間過長,有時離型劑的涂布量太多,往往都會產生湯痕,鑄件表面有淺淺細紋發生,原因是射出時,初流入的熔湯在接觸到模具表面造成冷卻而凝固,在充填完之前,后續熔湯所帶來的熱量無法把先前所凝固部份再溶解而引起,或者,湯在流動的途中即已經引起凝固現象,湯痕的深度很淺的話,對于機械的強度是不至于發生問題,但是若制品要再經過電鍍或涂裝的話,會引發表面拋光工時太多,甚至烤漆后表面起泡等等 問題,是不可不防的。
改善流痕的對策:
(1).湯痕發生處的模溫有否在200℃以上,一定要用心去對應,(若無,則追加溢流井,或加大溢流井,或模溫油管追加,甚至追加電熱器.); (2).熔湯溫度再加高; (3).充填時間縮短,即提高射出桿的速度; (4).鑄造的循環時間加快; (5).離型劑種類變更,或涂布方法,量,位置的改變。 (離型劑太多會使模溫下降); (6).湯口變更
上述這些方法但必須組合搭配方可生效,特別是肉厚1mm 左右的薄件,制品表面積太大,則必須選用大 (號)一點的壓鑄機,或大(號)一點的射出桿柱塞頭(因為可以縮短充填時間)。
B.冷接紋: 溶湯溫度,模具溫度太低,鑄造壓力,射出桿速度不足則易發生此現象,溶湯在模腔內流動時會有熱量損失, 還有湯的先頭部會有氧化膜產生,在最后合流點的地方 卻無法充分的熔合而凝固,深一點的話也有可能直貫成 品的內部,甚至會有空洞產生. 冷接紋
改善冷接紋對策: 模具溫度,湯昇溫高,射出速,射出壓昇 高,在方案方面加湯口斷面積,噴流的合流 處追加溢流井,或移動湯口位置,及適當的 擺放逃氣道等等
C.燒付:模具局部的遇熱現象引起,模具與熔湯發生 了溶著現象,特別易發生在成形的小孔; 還有湯口的正沖部也常發生,或是模具倒勾處。對策有: 降低局部模溫,加強離型劑噴涂,拋光模具.
D.麻面: 三種可能: 1.模具腐蝕發生龜裂紋路,造成制品表面如哈密瓜 細紋的外觀缺陷; 2.模具表面臟污,如離型劑殘渣附著在模面就會發生; 3.模具表面殘留氧化物,即溶湯附著模具上. 對策: 1.去除臟污; 2.模具推順.
E.縮陷: 鎂合金壓鑄模具表面局部的過熱是它的原因,過熱部分的凝固較慢, 由于體積減少造成表面膜被往過熱的內部拉伸,造成表面有凹陷,縮陷最常見在肉厚局部過厚的地方.對策: 改善過熱部份的冷卻,制品形狀要檢討,特別是斷面 肉厚的變化不能太大,方案方面就是湯口形狀,位置等的變更。
文章內容來源于網絡,有不當之處請聯系我司調整。