




東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟


東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟
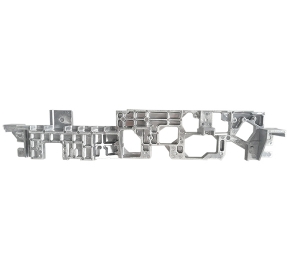
壓鑄廠家在壓鑄過程中遇到欠鑄情況是什么原因?
發生在壓鑄件過程中欠缺鑄的原因有:
(1)地下條件惡劣,填充條件差,金屬凝結不規則; (h)墻壁(甚至比平均壁厚還要薄),圓柱孔壁等是底涂的。 模具溫度過低; 合金澆注溫度太低; 內澆口的位置不好,形成較大的運動阻力。
2)氣體被阻塞,鑄造部分的表面被潤滑,但形狀不規則。 難以打開溢流系統,并且積聚了氣體; 當熔融金屬移動時,湍流劇烈,并且夾帶了氣體。

3)塑料模具腔體中的殘留物涂料或噴涂方法不當,導致局部涂料沉積。 模制件的插入間隙太大,或滑動配合間隙太大。 它在填充過程中會滲透到金屬中,并且在取出鑄件后,無法將其完全取出,而是以夾在間隙中的薄板形式出現。 當金屬板的種類(厚度為間隙大小的金屬板)對周圍輪廓更加凸出時,在關閉模具時,突起的高度會更改為適合鑄造的壁厚,因此 將來的鑄件將在此處具有穿透(對于壁厚)的凹槽。 該穿透槽成為地下鑄件的一種特殊形式。 在由馬賽克組成的深腔的情況下,會發生這種澆鑄不足的現象。 澆注不足(包括多余的材料部分太薄)。 在立式壓鑄機上,下沖頭不足以在注射過程中打開噴嘴孔,這會導致一系列不良的填充條件。