




東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟


東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟
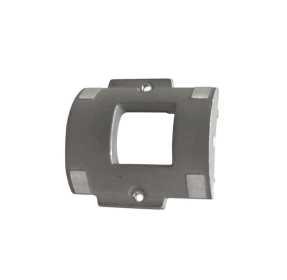
鎂合金壓鑄和鑄造有什么區別
根據熔融金屬的澆注過程,鑄造可分為重力鑄造和壓力鑄造。 重力鑄造是指在地球的重力作用下將熔融金屬注入模具的過程,也稱為鑄造。 廣義上的重力鑄造包括砂型鑄造,金屬鑄造,熔模鑄造,泡沫消失模鑄造,泥漿鑄造等; 窄重力鑄造是指金屬鑄造。 壓鑄是指在其他外力(重力除外)的作用下將金屬液體注入模具的過程。
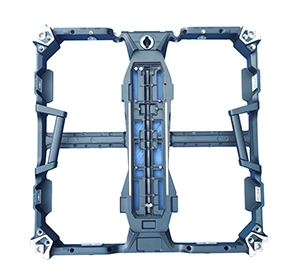
從廣義上講,壓鑄包括壓鑄和真空鑄造,低壓鑄造,離心鑄造等。 壓鑄的狹義含義特別是指壓鑄機的壓鑄,稱為壓鑄。 精密鑄造廠長期從事砂模和金屬模的重力鑄造。 這些類型的鑄造工藝目前是有色金屬鑄造中常用的工藝,它們的相對價格也低。 壓鑄是在壓鑄機上進行的金屬壓鑄,這是目前生產率高的鑄造工藝。 壓鑄機分為熱室壓鑄機和冷室壓鑄機。 與冷室壓鑄機相比,熱室壓鑄機自動化程度高,材料損失少,生產效率高。

但是,由于機械零件的耐熱性,它只能用于生產低熔點材料(如鋅合金和鎂合金)的鑄件。 。 由于其高熔點,當今廣泛使用的鋁合金壓鑄件只能在冷室壓鑄機上生產。 壓鑄的主要特征是金屬液體在高壓和高速下充滿型腔,并在高壓下形成并凝固。 壓鑄件的缺點是,由于金屬液體在高壓和高速下充滿型腔,因此不可避免的是,型腔中的空氣被包裹在鑄件內部形成皮下孔,因此不應對鋁合金壓鑄件進行熱處理 ,鋅合金壓鑄件不應在表面噴涂(但可以噴涂)。 否則,鑄件中的內孔在受熱時會膨脹,并導致鑄件變形或起泡。 另外,壓鑄件的機械切削加工余量也應做得較小,一般為0.5mm左右,這樣可以減輕鑄件的重量,減少切削加工量以降低成本,并避免滲入致密表面 層,暴露皮下氣孔,導致工件報廢。