




東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟


東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟
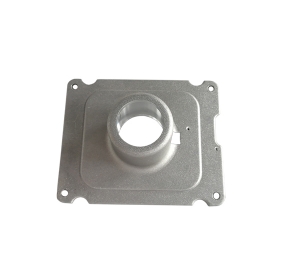
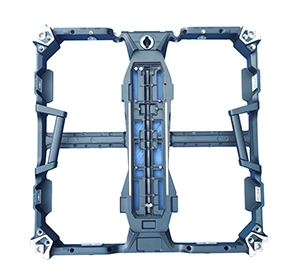
鋁合金壓鑄材料_鋁合金壓鑄技術的新發展
近年來,人們為了解決壓鑄件內部存在的氣孔 和縮孔問題,使之能生產出高強度、高致密性、可焊 接、能進行熱處理、可扭曲等各種性能的壓鑄件,在繼續完善真空壓鑄以外又發展了擠壓鑄造和半固態 壓鑄等新技術,并概括地稱之為“高密度壓鑄法”。
1.真空壓鑄技術
真空壓鑄法是將型腔中的氣體抽空或部分抽空,降低型腔中的氣壓,以利于充型和排除合金熔體中的氣體,使合金熔體在壓力作用下充填型腔,并在壓力下凝固而獲得致密的壓鑄件。

2.充氧壓鑄技術
壓鑄件中的氣體絕大部分為N2和H2,幾乎沒有O2 ,主要原因是O2與活性金屬發生反應生成了固體氧化物,這為充氧壓鑄技術提供了理論基礎。充氧壓鑄是在壓鑄前將氧氣充入型腔,取代其中的 空氣。當進入型腔時,一部分氧氣從排氣槽排出,殘 留的氧與金屬液發生反應,生成彌散狀的氧化物微 粒,在鑄型內形成瞬間真空,從而獲得無氣孔的壓鑄 件。
3.半固態壓鑄技術
半固態壓鑄是在液態金屬凝固時進行攪拌,在 一定冷卻速度下獲得約一半甚至更高固相組分的漿料,然后通過壓鑄使漿料成形的技術。目前,半固 態壓鑄有兩種工藝:即流變成形工藝和觸變成形工藝。前者是將液態金屬送入特殊設計的壓射成形機 筒中,由螺旋裝置施加剪切使其冷卻成半固態漿料, 然后進行壓鑄。后者是將固態金屬粒或碎屑送入螺 旋壓射成形機中,在加熱和受剪切的條件下使半固 態金屬顆粒經壓鑄成形。
4.擠壓壓鑄技術
擠壓壓鑄又稱“液態金屬模壓”。其鑄件致密性好,力學性能高,且無澆冒口。我國一些企業已將 其應用于實際生產中。擠壓壓鑄技術具有很好的工藝優勢,它不僅能替代傳統的壓鑄、擠壓鑄造、低壓鑄造、真空壓鑄工藝,還能對差壓鑄造、連鑄連鍛、半固態流變鑄造工藝進行兼容。專家認為,擠壓壓鑄 技術是一項前沿性的新技術,橫跨多個工藝領域,內 涵豐富,創新性強,具有挑戰性。
5.電磁泵低壓鑄造技術
電磁泵低壓鑄造是一種新崛起的低壓鑄造工藝,同氣體式低壓鑄造技術相比,在加壓方式方面與 其完全不同。其采用非接觸式的電磁力直接作用于 液態金屬,大大降低了由于壓縮空氣不純及分壓過 高所帶來的氧化和吸氣等問題,實現了鋁液的平穩 輸送和充型,可防止由于紊流造成的二次污染。另 外電磁泵系統完全采用計算機數字元控制,工藝執 行非常準確、重復性好,使這種工藝在成品率、力學 性能、表面質量和金屬利用率等方面都具有明顯優 勢。隨著研究的不斷深入,這項工藝也愈來愈成熟。