




東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟


東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟
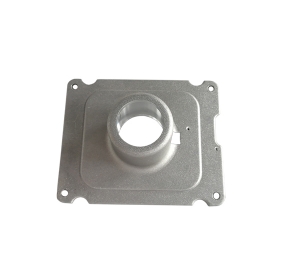
避免鎂合金壓鑄縮孔和縮松的辦法您知道嗎?下面小編來為您淺談;
一、鑄件結構要規劃合理,厚薄均勻,以減小熱節。
二、厚薄不均勻的鑄件、要把厚的部分放在上面最高的地...
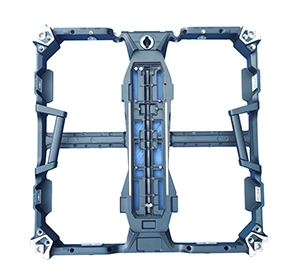
避免鋅合金壓鑄縮孔和縮松的辦法您知道嗎?下面小編來為您淺談;
一、鑄件結構要規劃合理,厚薄均勻,以減小熱節。
二、厚薄不均勻的鑄件、要把厚的部分放在上面最高的當地,以便加冒口。
三、對鑄鐵可以適當添加孕育量。
四、正確挑選澆注方位和澆注系統,以形成同時凝結或次序凝結。砂型緊實度要合適。
五、確保鑄件次序凝結,把縮孔和縮松引到冒口里去。為此有必要正確挑選澆注時鑄件的方位;在鑄型各部分采用導熱系數不同的資料,放置冷鐵,以控制鑄件各部分的冷卻速度,形成向冒口方向次序凝結的條件。
六、增大冒口的補縮作用。在適當的當地放置尺寸夠大和數量滿足的冒口,確保有滿足的液體金屬,對鑄件就近補縮。
七、挑選和控制金屬液的成分,盡可能減少液態金屬的縮短。
八、正確地挑選澆注溫度和澆注速度,在不添加其它缺點的前提下,可適當下降澆注溫度和澆注速度。
以上便是避免鋅合金壓鑄縮孔和縮松的辦法,希望此文章可以給您帶來幫助。