




東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟


東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟
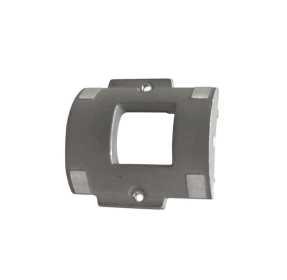
據了解,兩開橡膠油封壓鑄模具制作。兩開油封壓鑄模具制作選用單體構件加工后,再拼裝般配,加工工藝優秀,壓鑄模具檢測便利。單腔壓鑄模具材質選用CrlZ,聯板選用45鋼。壓鑄模具加工過程中,除了嚴厲依照壓鑄模具圖紙加工,確保型腔尺度外,以下幾點是確保壓鑄模具加工精度的要害:鋁合金壓鑄
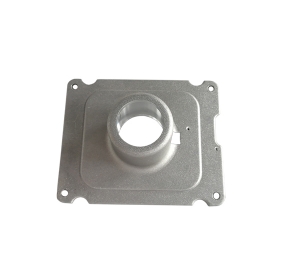
1、流膠槽的加工:曩昔油封壓鑄模具流膠槽的加工質量沒有得到充分的注重,流膠槽往往加工得間隔型腔太遠或尺度不易控制,使制品修剪困難,產品不美觀。兩開油封壓鑄模具針對這些問題已經作了改進,三角形的流膠槽內端尺度與產品外徑處尺度共同(零對零),使用對開的上、下模在此處形成尖利的刃口狀,油封模壓成型時,剩余飛邊即被剪切下來,既簡化了修邊工序,又提高了產品的外觀質量。

2、上模與上模芯1的合作加工:上模與上模芯1的合作為錐度合作,以往選用研配的方法,要求接觸率達到80%以上。這種傳統的加工方式不只難度大,而且消耗很多工時,仍然難以達到沒有飛邊的抱負作用,所以產品在此處不存在飛邊。且壓鑄模具制作工藝性改進。
3、上模芯1與上模芯2的壓合:上模芯1與上模芯2的壓合是確保油封副唇尺度及精度的要害。三開油封壓鑄模具副唇處的飛邊,對副唇處的外觀質量影響很大。
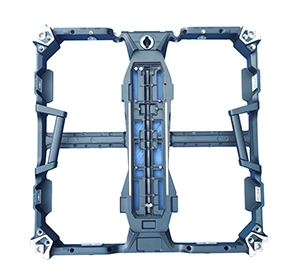
4、各腔壓鑄模具之間的銜接:各單腔壓鑄模具與聯板的銜接必須有一定的浮動量,以確保壓鑄模具開合靈敏,找正準確。一般單模與聯板間的空隙控制在0。50一1。0rnm。