




東莞市和鎂五金有限公司
聯(lián)系人:戴二林
聯(lián)系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網(wǎng)站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮(zhèn)常橫路140號1棟


東莞市和鎂五金有限公司
聯(lián)系人:戴二林
聯(lián)系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網(wǎng)站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮(zhèn)常橫路140號1棟
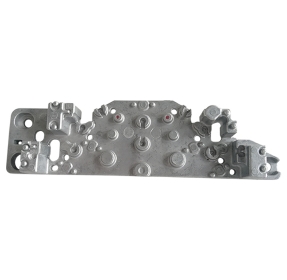
壓鑄廠:壓鑄過程中產(chǎn)生裂紋的原因,讓和鎂五金來給大家說說看吧
一、破裂的發(fā)生:
1、壓鑄過程中溫度較高(盡量附制冷系統(tǒng))。
2、在壓鑄過程中模具脫膜劑可能噴灑不合理。
3.模具熱處理不合理,硬度主要是硬度(硬度不應低于HRC—47)。
4、模具鋼原料不好
一般來說,早期開裂是由于毛坯鍛件的鍛造溫度過高(俗稱過燒)造成的。過燒是一種無法補救的缺陷,因此在毛坯制造過程中應嚴格控制鍛件溫度。淬火工藝也一樣,而且要嚴格控制加熱時間,防止脫碳,選材是熱處理,制作后要注意一定的應力,除了合理規(guī)劃外,盡量避免應力集中,注意R角的尺寸控制。模具次約10,000次時,模具應注意回火以去除應力。內功集中加工的殘余應力沒有去除。壓鑄過程中的熱應力沒有很好地消除,最終的開裂是應力集中的體現(xiàn)。
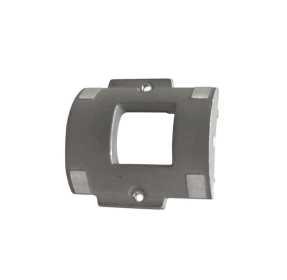
二、出產(chǎn)時段時刻裂紋的原因
1. 模具溫度高,應力過大
2、模芯材料采用8407、skd61
3、模具的熱處理硬度過高
4、需要定期保養(yǎng)
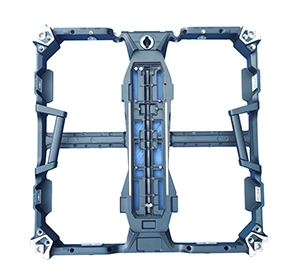
三、壓鑄廠:防止壓鑄模龜裂問題
1、壓鑄模具成型位置(動模、定模芯、芯)熱處理要求保證硬度。
2. 壓鑄前應進行充分預熱,其效果如下:
3、使結晶器達到較好的熱平衡,使鑄件凝結速率對稱,有利于壓力傳遞。
4、堅持壓鑄合金填充時的流動,具有較好的成形性,提高鑄件表面質量。
5、減少前期生產(chǎn)不良,提高壓鑄的生產(chǎn)效率。
6. 減少模具的熱交變應力,提高模具的使用壽命。