




東莞市和鎂五金有限公司
聯(lián)系人:戴二林
聯(lián)系電話:13926805729
公司服務(wù)熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網(wǎng)站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮(zhèn)常橫路140號1棟


東莞市和鎂五金有限公司
聯(lián)系人:戴二林
聯(lián)系電話:13926805729
公司服務(wù)熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網(wǎng)站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮(zhèn)常橫路140號1棟
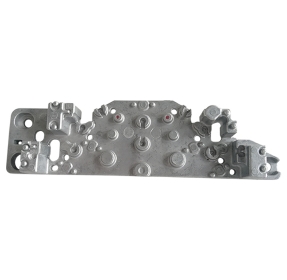
鋁合金壓鑄件水紋(也稱流痕)的產(chǎn)生原因是多方面的,這些原因可以歸納為以下幾個(gè)方面:
一、模具溫度問題
1.模具溫度不均勻:壓鑄過程中,模具表面溫度不均勻會導(dǎo)致熔融的鋁合金在凝固時(shí)形成不同速度的流動,進(jìn)而造成水紋。當(dāng)模具溫度過低,如鋁合金模溫度低于180℃,易產(chǎn)生流痕缺陷。
二、壓鑄工藝參數(shù)設(shè)置不當(dāng)
壓力、速度、溫度設(shè)置不合理:壓鑄時(shí)的壓力、速度和溫度等參數(shù)若設(shè)置不當(dāng),會導(dǎo)致鋁合金流動不暢,凝固不均勻,從而引起水紋。例如,注射速度過快或過慢,金屬液壓力不足,都可能使金屬液流動不穩(wěn)定,形成水紋。

三、金屬液本身的問題
1.金屬液中氧化物含量高:鋁合金在熔融過程中,若氧化物生成并積聚,會在鋁合金表面形成水紋。
2.金屬液溫度偏低:金屬液溫度低,流動性差,充填過程中易產(chǎn)生流痕。
四、模具設(shè)計(jì)與制造問題
1.模具表面粗糙度大:模具表面粗糙會固定鋁合金表面的氣泡和氧化皮,導(dǎo)致水紋出現(xiàn)。
2.流道設(shè)計(jì)不合理:流道設(shè)計(jì)不合理或模具結(jié)構(gòu)有缺陷,如內(nèi)澆道截面積過小及位置不當(dāng),會使金屬流不同步充滿型腔,形成水紋。
五、操作不當(dāng)
1.脫模劑使用過多:過多的脫模劑會增加金屬液與模具的黏附力,可能加劇水紋的形成。
2.未及時(shí)清理模具:模具中的雜質(zhì)和殘留物可能影響金屬液的流動,產(chǎn)生水紋。
解決方法
為減少或消除鋁合金壓鑄件的水紋,可以采取以下措施:
1.調(diào)節(jié)模具溫度,使其分布均勻。
2.優(yōu)化壓鑄工藝參數(shù),如調(diào)整壓力、速度和溫度等。
3.提高金屬液的質(zhì)量,減少氧化物含量。
4.改善模具設(shè)計(jì),優(yōu)化流道布局。
5.控制脫模劑的使用量,并及時(shí)清理模具。
通過這些措施,可以有效降低鋁合金壓鑄件水紋的產(chǎn)生率,提高產(chǎn)品質(zhì)量。