




東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟


東莞市和鎂五金有限公司
聯系人:戴二林
聯系電話:13926805729
公司服務熱線:0769-82739763
郵箱:daierlin@homay-gd.com
網站:www.helenawebbformo.com
地址:廣東省東莞市常平鎮常橫路140號1棟
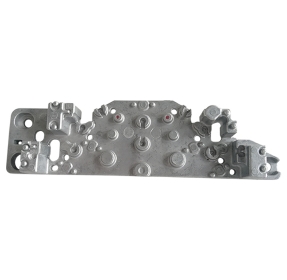
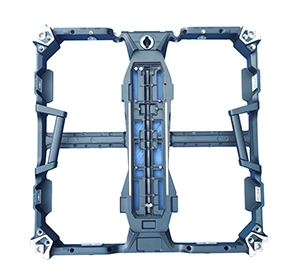
鋁合金壓鑄過程中預防砂孔(或稱砂眼、氣孔)是確保產品質量的重要環節。以下是一些有效的預防措施:
一、合金熔煉與材料控制
1.控制熔煉時間與溫度:避免合金熔煉時間太長和保溫過久,以減少吸氣氧化和氣體析出的機會。
2.材料保護:確保合金材料不受污染和受潮,防止H2O等雜質進入爐料。
3.精煉除氣:采用高質量的精煉劑和除氣劑,降低鋁水中的含氣量,并立即消除液位上的泥渣和泡子,防止氣體再次帶入鑄件中。

二、模具與工藝優化
1.模具清潔與干燥:確保模具型腔壁干凈無揮發性物質,內壁表面無未完全揮發之水、離型劑等殘留。
2.模具密封性:檢查模具是否漏水,確保冷卻水不滲漏到模腔中。
3.排氣系統:優化模具的排氣系統,確保排氣槽和溢流槽設計合理,不被先流入型腔的合金液堵塞,以利于氣體排出。
三、壓鑄過程控制
1.壓射速度:適當降低壓射速度,以減少氣體卷入和渦流飛濺,使氣體有更多時間排出。
2.澆注系統設計:合理設計澆注系統,避免澆口太薄或料管過大導致的充填率過低和排氣不暢。
3.真空裝置:正確使用真空裝置,確保不漏氣,提高氣體排出的效率。
四、其他注意事項
1.減少加工余量:通過優化產品設計和模具設計,減少不必要的加工余量,以降低機械加工過程中引入氣孔的風險。
2.潤滑劑與脫模劑:選用在鋁壓鑄中不形成氣體的潤滑劑和脫模劑,并確保其在使用前已充分干燥。
總的來說預防鋁合金壓鑄件砂孔需要從合金熔煉、模具與工藝優化、壓鑄過程控制以及其他注意事項等多個方面入手,通過綜合施策來確保產品質量。